Process Cycle Efficiency Formula and Example is my attempt to explain a helpful metric. I will do so and provide several examples that I hope you’ll be able to apply to your own field of business.
What is a Process?
We all want to add value. And, for things that don’t, we wish to either improve them or remove them.
A process is an systematic activity comprising of smaller activities that culminate in an outcome ” service or product. A process can take up time, space, and resources. All processes can be categorized into the following categories: Value-added, Non-value added but necessary, and Non-value added.
From the Customer’s Perspective:
- Value-added: This step in the process adds form, function, and value to the end product and for the customer.
- Non-Value-Added: This step does not add form, function, or assist in the finished goods manufacturing of the product.
- Non-Value-Added-But-Necessary: This step does not add value, but is a necessary step in the final value-added product.
(2) & (3) naturally create waste, of which there are 7 types:
- Over-Production: Producing more than is needed, faster than needed or before needed.
- Wait-time: Idle time that occurs when co-dependent events are not synchronized.
- Transportation: Any material movement that does not directly support immediate production.
- Processing: Redundant effort (production or communication) which adds no value to a product or service.
- Inventory: Any supply in excess of process or demand requirements.
- Motion: Any movement of people which does not contribute added value to the product or service.
- Defect: Repair or rework of a product or service to fulfill customer requirements.
It’s important to understand Value in terms of the customer. From the custoemer’s perspective, Value could be defined in the form of a question:
Which process steps (and associated costs) do our customers not have to bear?
It’s a revealing question — most companies are glad that they do not have to reveal how their product or service is created, for fear of their inefficient processes and wasteful operations revealed to the customer. This stance is sometimes aptly called “not revealing how the hotdog is made”, amicably referring to the unknown contents of the hotdog.
Process Cycle Efficiency
There is a metric that helps to identify how much of a process is actually value-added. It requires a few things:
- Map the process.
- Identify the Value-added steps, non-value added steps, and the non-value added but necessary steps.
- Stratify your map according to the items in #2
- Add a time dimension to the process steps.
Once you have completed steps (1) – (4), then you can simply calculate how much is actually value-added, as a percentage. The time for the entire process — end-to-end — is called a cycle time. To identify the Process Cycle Efficiency, you just divide the value-added time by the cycle time for the process.
Process Cycle Efficiency = (Value-added Time / Cycle Time)
For example, take the hypothetical process below:
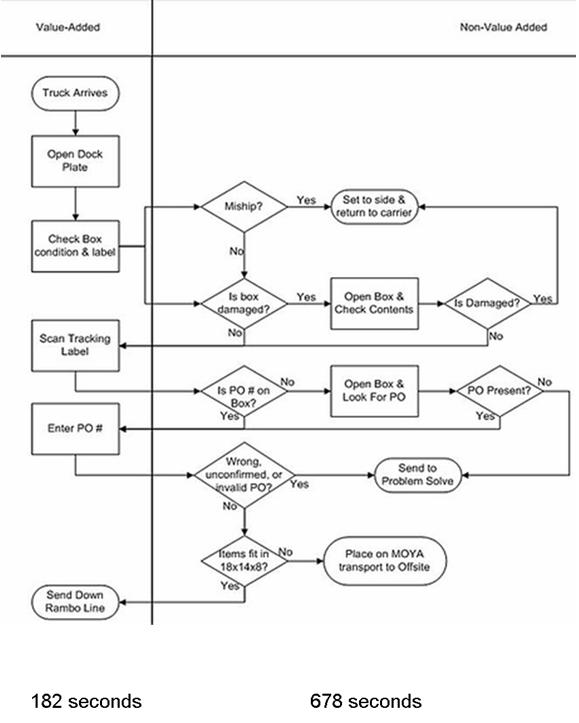
The process above has a cycle time of 860 seconds. So, the Process Cycle Efficiency could then be calculated by doing the following:
Process Cycle Efficiency = 182 / 860 = .21, or 21%
In other words, only 21% of the process above is considered value-added to the customer.
Data like this can help the firm increase their value-added percent to the customer by eliminating or reducing the waste in their process. Doing this would put the customer first and allow the firm to “get their house in order.” I consider the above excercise to be simple, yet incredibly helpful for the firm to make sure that they provide maximum value to the customer; it’s almost a fudiciary duty to the customer.
Think about your processes? How much is really value-added to the customer?
Become a Lean Six Sigma professional today!
Start your learning journey with Lean Six Sigma White Belt at NO COST
")




Sekar says
In case of cycle time, is that considering 24 hours elapsed time or elapsed business hours ?
Phillip Martin says
I would believe it would be the time it takes for 1 unit to be produced. PCE could be calculated for a single process step or an entire process. So the time is relative to the time it takes to complete the process step or process. If I am off base, please correct me.