There is wisdom in the definition of Six Sigma, which is 3.4 defects per one million opportunities (DPMO), allowing for a 1.5 Sigma shift. But, some companies subscribe to sloganeering such as “Zero Defects”. Indeed, there should be processes where we get as close as possible to zero defects. The “Zero Defects” sloganeering is counterproductive, unhelpful, statistically impossible, and completely cost prohibitive.
But is Zero Defects impossible? Maybe not, if we make good use of Poka Yoke, maybe we can get close to zero defects with minimal costs.
Statistically, zero defects means a defect level of infinity sigma, which is not possible. What most people mean, is an attitude toward process improvement, but the sloganeering gets in the way.
Are All Defects The Same?
The “Zero Defects” movement has an implicit assumption that all defects are equal. This is not true. In fact, for most firms and products, defects must be identified and prioritized, and attacked and treated from most important to least important. For the defects at the bottom of that prioritized list, it might even make sense to move on and not eliminate or reduce those. The point here is an attitude toward perfection, but fully understanding that perfection is not possible. The attitude and efforts are valuable and the customer will feel and appreciate it. Shareholders will benefit, and the firm will be better for it.
Types of Costs
There are three types of costs that comprise the cost of quality: Appraisal, Preventative, and Failure costs.
Appraisal Costs
The costs in this category includes any and all activities in identifying and assessing for errors or defects in products. For example, testing is an activity that falls in this category; a department that might fall in this category is the Quality Assurance department — this department’s burden would fall under the Appraisal Costs category.
Preventative Costs
The activities that fall under this cost category are training, and any and all activities the encourage prevention or discourages introduction of defects. Establishing processes, procedures, and systems prior to the product being built is typically found in this category. Money spent in this category is money well-spent!
Failure Costs
Failure costs can be both Internal and External. Internal Failure Costs can be money spent to fix defects caught within the firm. For a software firm, money spent on fixing bugs caught prior to shipping a product can fall in the internal failure costs category. For External Failure Costs, these are activities that involve refunds, complaints, call center functions (not outbound sales, but inbound complaints), concessions to the customer for poor service, and warrantees.
Zero Defects and Costs
I present below what I believe to be the relationship between costs and defects:
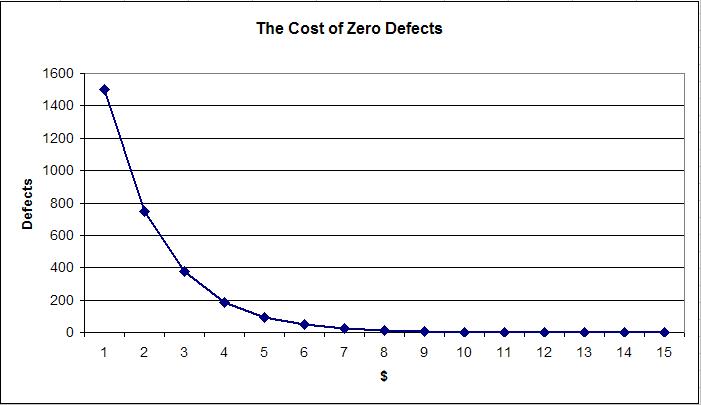
On the X-axis, we see the costs category (just use a dollar multiplier for the X tick marks). On the Y-axis, we see defects, by count. So, we see that as defects approach zero, costs increases exponentially and hovers asymptotically on the x-axis, and never reaches zero.
Footnote: The costs to a firm where there is no effort to identify and reduce errors or defects can also be exponential. For example, imagine a firm where there was no inspection, appraisal, or prevention of faulty, defective, or harmful medical devices or drugs. The external failure costs alone could bring the firm to bankruptcy. I recognize this fact, but wanted to make a point above regarding zero defects.
Why is the above Graph True?
As defects are identified and eliminated, there will be theoretically few defects. But, this means that identifying defects will require more effort and will become more and more difficult, thus increasing the costs of this activity, along with the subsequent costs to fix the defects identified: The costs to inspect and test increases as there are fewer and fewer defects.
Conclusion
Sloganeering doesn’t help, especially if the slogan makes no sense. “Zero Defects” as a mantra has a nice cumbaya ring to it, but doesn’t really help or motivate a crew to do better. Moreover, “Zero Defects” is statistically impossible as well as cost prohibitive.
Regarding defects: not all defects are equal. It is important to identify the defects that impact the customer, prioritize those, then respond in a prudent way in improving the product or process. Going after all defects is not prudent.
The key takeaway here is the following: strive to be better everyday; strive to make the customer happy. The Firm’s efforts to make the customer happy will be felt, a culture of improvement will be created, and the firm and shareholders will benefit from it.
Become a Lean Six Sigma professional today!
Start your learning journey with Lean Six Sigma White Belt at NO COST





wioota says
I had the pleasure of working at a company that tried to enforce a ‘zero tolerance’ stance on software and editorial defects.
I certainly will never institute such a policy at my current employer for our developers. To work towards approaching zero (regardless of whether that number is 10, 100, 1000 or whatever is right for the resources you have at hand and the value it delivers to the business) is a much better approach in practice.
It wont surprise you that my previous employer is no longer operating…
robert thompson says
I blogged the following recently on this topic (http://tinyurl.com/2df4tl):
Fundamentally, it needs to be appreciated that there is a difference between reducing defects and eliminating them. The cost of trying to support zero defects goes up exponentially as you get closer to zero. Deming used the red bead experiment to highlight that if a process has a failure rate built into it from the beginning, worker competence is not the issue. It really is all about management.
Rob
Mark Graban says
I think there’s a difference between “zero tolerance” and a goal of “zero defects.” Zero tolerance is a dumb policy if you’re going to be overly punitive and point fingers (or fire people) every time a mistake is made. We’re human. The Toyota Production System recognizes this.
The goal of zero defects can be achieved through Error Proofing devices or methods. The most clever error proofing methods are inexpensive — think things like a template bar that prevents a too-tall vehicle from driving into a parking garage when it wouldn’t have fit. Error Proofing methods are more cost effective than traditional defect prevention methods, such as inspection or telling employees to “be careful or you’re fired.”
psabilla says
@Mark,
Poka-Yoke is absoutely the way to go for newly-created processes, or as an solution for already-created processes but are producing defects. For mature firms, however, there exists processes, methods, tribal knowledge, and culture, that need help. Yes, prevent errors through mistake-proofing; for processes that have already been engineered but are producing defective products — that was really the point of this article.
Mark Graban says
Poka-Yoke can also be applied to existing processes, and not just in manufacturing. You can apply poka-yoke to business processes, as well.
Karthik Chandramouli says
Peter’s graph is precisely why the founders of the Toyota Production System emphasized built-in quality (jidoka). Arguably more important than error-proofing (pokayoke), built-in quality is the antidote to the futility of “quality by inspection”.
In the Lean community, I personally don’t feel the proper emphasis being given to built-in quality, and I’m not sure why.
The Taguchi Loss Function demonstrates that quality cannot be inspected in, but it can be controlled through robust design. Likewise, proper equipment design can catch quality defects and stop the process before they are passed on to the customer (or the next process).
Mark is absolutely right that you can error-proof any business process, but I’m more interested in why companies don’t emphasize DFx in process design like they do for product design.
Building quality into business processes is about the fundamentals — robust design and visual management (what makes any generic business process stop when quality is unacceptable).
Vasco Duarte says
Your post completely ignores the fact that if you could achieve Zero Defects the process would be not only faster, but immensely cheaper!
Also, in your cost graph you do not account (at all) for the cost of leaving the defects in the product. That cost would be much higher when the number of defects is higher (assuming the same distribution between trivial/critical defects)
Here’s my full argument as to why aiming for Zero Defects is not only good, it’s the only way to survive long term: http://bit.ly/15lkle
myetios munish says
This is not true. this has been achieved by ignoring the customer complaint and forcing Toyota’s bad products on to the customers.
Toyota Etios common Problems faced by owner of Toyota Etios model-V.
I would once again like to mention my problems as follows-
1) Engine Vibration at Idle/ Neutral position.
When the vehicle ignition is switched ON the vehicle shakes heavily and produces noise.
Secondly when the vehicle is START and the gear is Neutral/ idling condition vehicle produces lot of vibration.This vibration is irritating and distracts attention for every moment spent in the Etios.The vibrations are so intense that the vibrations are felt in the driver and passenger seats, steering, side arm rest, roof top, tail ( boot space) of my etios.
2) Road Noise inside the cabin.
When the vehicle is moving on the road, great amount of sound from the tyre reaches the inside cabin of the car, which is very irritating while driving.This noise is heard even with window glass closed and AC switched ON.
3) Engine Noise inside the cabin.
The vehicle produces a lot of noise while accelerating. It sounds as if lot of lot of load has been put on the engine even with light load in the car (with 2 passengers inside the cabin). This noise is very distracting while driving.
4 ) Absence of Weather gaskets on all four Doors.
The absence of gasket makes it convenient for insects, cockroaches, ants, spiders and lizards to get inside the vehicle as soon as the door is opened. The interior area of the cabin trapped between the frame and door is always dirty even though the vehicle is cleaned from outside.
5) Jerks while driving
Less weight of the car makes it bouncy on road.The suspension is poor and the impact of the holes on road comes directly to the passsngers inside the car cabin. The ride is rough. The comfort part is missing from the vehicle.
6) Battery
The battery drains out completely in less than a weeks time of non usage of the vehicle. It has happened with me three times.
7) Paint
The pain quality is poor as it chips out and cracks out.
8.) Air conditioner
The Air Conditioner, when it is switched off produces bad smell inside the cabin.
9) Brakes
The brakes are ineffective and takes time to fully act on pedal press.
10) Transmission Reverse Gear
On application of reverse gear the gears make jarring noise. This is very annoying. The transmission is very poorly designed which takes lot of effort to shift gears. One feels like fighting with every gear change.
11) Horn sounds more inside than outside
This is because of poor acoustic insulation in Etios that the sound of horn is heard more inside the passenger cabin than outside.
12) Pick up
The pickup is very low at any gear and even the new vehicle seems to be tired and exhausted.
13) Mileage
The actual mileage of ETIOS in city conditions is not more than 10 kilometer per litre in city conditions. The company claims it to be more than 17.5 kilometers per litre.
14) Interior
The interior plastic quality is very raw and gives a very cheap feeling. The interior plastic shade is also very irritating. The seats are also of very poor quality. The interior plastic has started making absurd noise because of excessive vibrations in the vehicle.
15) Stepney Non Alloy wheel
The stepney- spare wheel supplied along with toyota etios model v is non alloy wheel where as all the other tyres are alloy wheels.
16) Remote unit for remote locking There is only one remote control unit supplied along with the vehicle.
Daniel Lang says
I am surpised to see a Lean/SS guy challenge the Zero Defect sloganeering. As an unabashed proponent of Dr. Deming, “Zero Defect” violates at the very least: Point 10, Eliminate Slogans; Point 11, Eliminate Numerical Quotas (managing people directly by numbers) and Point12, Remove Barriers to Pride of Workmanship. I agree with your premise, Pete.
Mark Graban says
Yes, the entire Deming point is:
“Eliminate slogans, exhortations, and targets for the workforce asking for zero defects and new levels of productivity. Such exhortations only create adversarial relationships, as the bulk of the causes of low quality and low productivity belong to the system and thus lie beyond the power of the work force.”
If “zero defects” is just an empty slogan, that’s bad and counterproductive and a recipe for frustration.
But if we have a METHOD to prevent errors – for example, getting hospital acquired infections or patient falls to zero through better processes and better management (not through slogans), then that is an admirable (and increasingly achievable) goal.
Daniel Lang says
It will always be continuous quality improvement. There is certainly huge room for improvement for hospital falls and infections, things that have been close to my heart.
John Payson says
This criticism of Zero Defects was described by Dr. Deming, for the same reasons; it lacking statistical thinking and and relying on slogans. Later after discussion with Dr. Crosby he changed his understanding, and also published why.
Crosby’s Zero Defects was about REAL specs. and drawings with the correct, absolute requirements on them. Zero Defects, to Crosby, is therefore about meeting the requirements. And everyone should know what they are, so that besides knowing how well they are doing, next they can also make the cultural adjustment that defects are NOT acceptable. There is no acceptable number. There is no number that when you “get there” you are done. This thinking process leads you right towards and into what Deming called profound knowledge, including statistically founded tools.
Deming said that once he understood that what Crosby had done was place a very specific set of definitions around what he meant by Zero Defects (specification for the term!) he agreed that it was completely compatible with statistical thinking. Though of course he maintained his skepticism about signs and slogans. Some people just seem to like that rah-rah stuff though.
So, have there been occasions for the Zero Defects name to be applied to something totally incongruous to what Crosby and also Deming would have taught! Sure!!! Doesn’t mean they are doing it right, and it is wrong to judge what one man called Zero Defects based upon what somebody else did, using the same name.
Crosby used an analogy of the game of golf. There are rules to the game, they are specific. But on any course, you may find someone who hits a provisional ball, and so pretends to lose the worst. He may hit to a hazard, and take a drop, but not record a penalty stroke. He may five put the green, but record four and say “Mulligan”. This player is in golf clothes and shoes. He is hauling golf clubs. He is riding a golf cart. He is swinging golf clubs at golf balls and doing all of the activities of golf— but he is NOT playing golf. He is playing some game of his own personal invention, but it is not golf. Though he will probably tell anyone who listens how great the game is and how he loves golf. So if you read the rulebook, and observed this player who said he was golfing, you would conclude that Golf is a dishonest endeavor for seemingly made for cheats and liars. You might condemn the game of golf, based upon observing this “golfer” up close. The mistake—- while going though some of the motions, he was not actually playing golf, and it is completely wrong to judge golf on someone who isn’t even actually playing the game, but just using the same WORDS and MOTIONS.
So it can be with programs and processes.
As to the Six Sigma number of 3.4 defects per million, to me that’s awful close to unrealistic for the vast majority of processes as well. I have been through the training programs and I think the tools applied are of more than great utility. But plus-minus six sigma?! Is that realistic or even always necessary? I have great doubts. I find the concept of Taguchi loss function to be far more applicable in most settings.
My unsubstantiated opinion is that the original explanation to some manager at Motorola was that the engineer was promoting plus-minus 3 sigma, for a total of Six Sigma. Then it was imparted up the chain and somehow (like the game of telephone) it was confused to plus minus Six Sigma. And then, after the fact, to protect the management from embarrassment; all of the documentation became about justifying “plus-minus six sigma” 3.4 dmo. And so here we are talking about statistical thinking and realistic expectations, while at the same time promoting a with a name that is for the vast majority, unachievable.
Kind of like back in the fifties, the Lockheed Skunk-Works designed the Blackbird. One version became the RS-71 (Reconasance-Supersonic type 71). Then they decided to let the President, Eisenhower announce the plane’s existence at a press conference where he slipped and said it was the SR-71. NOBODY corrected the President or even mentioned it. From then on, everything was officially the SR-71. Kind of like (I believe) Six-Sigma total became to a high level manager Plus Minus Six Sigma. And here we are talking about 3.4 DMO like it is real or even realistic.