Toyota is all about the customer. We hear a lot — and I’ve written a lot on this blog — about the Toyota Production System, anglicized in the United States as Lean, but we haven’t known much about the role of Information Technology at Toyota (go here for a recent interview on how to apply Lean IT).
Baseline Magazine has a great article on Toyota; specifically, the role of technology at Toyota1:
And behind TPS is information technology”supporting and enabling the business processes that help Toyota eliminate waste, operate with virtually no inventory and continually improve production.
Technology does not drive business processes at Toyota. The Toyota Production System does. However, technology plays a critical role by supporting, enabling and bringing to life on a mass scale the processes derived by adhering to TPS.
And more,
Over the years, Toyota refined a number of other concepts and production methods that support the two central TPS pillars. And behind each of those pillars are information systems, supporting and enabling the processes:
- Just-in-time: Toyota employs one of the most sophisticated supply chain systems in manufacturing, working closely with suppliers to ensure that parts arrive just when needed. For example, when a car comes out of the paint shop in Georgetown, the system sends seat supplier Johnson Controls an electronic message detailing the exact configuration of the seats required (leather upholstery, bucket seats, etc.); Johnson Controls has four hours to ship those seats to the plant in the exact sequence required. The instructions are provided by Toyota’s proprietary Assembly Line Control System (ALCS) software.
- Jidoka: At every stage of the assembly line, Toyota employs devices allowing workers to stop production to correct defects. Such devices may be as simple as a rope strung above the assembly line, or a button that can be pushed. In other cases, it is sophisticated monitoring software such as Activplant’s Performance Management System, which can alert operators to problems with equipment or robots in real time.
- Kaizen: This is a system for continuous improvement. Toyota constantly looks to improve its business processes by finding ways to take Muda (waste) out of the system. It can be as simple as moving a tool to an assembly station so a worker does not need to waste time walking to get the tool. Or it may involve technology, such as allowing dealerships to swap car inventories using the Dealer Daily, an Internet portal, so customers are not left waiting longer for the vehicle they want.
- Andon: Wherever possible, Toyota uses visual controls, or Andons, such as overhead displays, plasma screens and electronic dashboards to quickly convey the state of work. On the assembly line floor, for example, overhead Andons tell a supervisor with one glance whether the station is functioning smoothly (a green light), whether there is a problem being investigated (yellow light) or whether the assembly line has stopped (red light). Newer plasma screens, tied into assembly line equipment, provide even more information such as which machine malfunctioned, the operator and the exact conditions (speed, temperature) when it broke down.
- Poka Yoke: Toyota uses a range of these low-cost, highly reliable devices throughout its operations to prevent defects. A PokaYoke may be something as simple as a tool holder with an electronic sensor, or it may be a light curtain, a beam of light that sends a signal to a computer when a hand or some other object interrupts its flow. The curtain can signal a warning if, for instance, a worker fails to pick up a cotter pin, bolt, nut or some other required part.
- Genchi Genbutsu: The literal translation of this term is, “Go and see for yourself.” Rather than hear about a problem, Toyota requires its workers, team leaders and executives to go and see a problem directly and to work collectively on a solution. At least 50% of Toyota’s information systems workers are stationed at plant sites to work directly with operations.
A case in point in how technology supports TPS and the customer:
In all, the Dealer Daily [Toyota’s application for car dealers] incorporates more than 120 business applications, and like all Toyota initiatives, it is constantly undergoing Kaizen to look for more improvements and opportunities to remove Muda. Case in point: Toyota recently added the capability for dealers to find out which vehicles it has in the production pipeline, and make changes such as switching a cloth interior to leather. (Dealer Daily is integrated into Toyota’s mainframe systems through file transfer protocol and System Network Architecture [SNA], IBM’s proprietary networking architecture, although Web services are now being explored.) By logging in the next day, the dealer can find out if the changes were received in time and accepted. This allows the dealers to more closely customize orders to actual customer demand.
Here’s a look at the current proprietary technologies at Toyota, all modified to support the business:
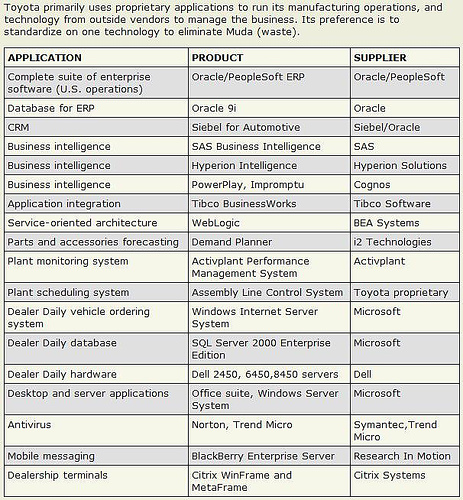
So, Toyota uses Oracle ERP, Oracle 9i, Siebel for Automotive, SAS Business Intelligence, Hyperion Intelligence, Powerplay Impromptu Intelligence, Tibco Businessworks, Weblogic from BEA Systems, Demand Planner from i2, Activplant for robot monitoring, Dell servers, SQL Server, the Office suite, Norton for Antivirus, Blackberry for mobile messaging, and Citrix for remote Access.
I’m not sure why Toyota needs 3 different business intelligence tools, unless they serve a different need. I imagine that there’s a lot of overlap in feature set and that there’s redundancy in using three different business intelligence tools. It seems like muda to me, but I’m sure Toyota has its reasons.
For those wanting to work with Toyota, apparently it’s not easy:
“We know that at times it can be a very frustrating experience for companies who aren’t used to working with us,” says Millie Marshall, vice president of information systems for Toyota Manufacturing North America. “But we like to think we give back a lot to our vendors. We try to grow with our vendors, and teach them our methods for problem solving and how Toyota does business.”
But, it could be a very beneficial and very long-term relationship.
- source: baselinemag.com/article2/0,1540,2010375,00.asp ↩
Become a Lean Six Sigma professional today!
Start your learning journey with Lean Six Sigma White Belt at NO COST





Javier says
Hi there! Hope you are doing great.
I would highly appreciate if you could give me your insight about how could a company manage to interconnect two Oracle ERP systems through BEA Weblogics if Oracle ERP is a stand alone, not a J2EE.
If I got an answer to that question, I would be for ever grateful to you. I really mean it.
Thanks
Javier
Ashwin Ragunathan says
Hi Nice article !
I was always curious as at to what ERP system the worlds’s largest Mechanical company was using to manage its daily transactions. Turns out, It is Oracle Applications. It doesn’t mean anything but I think it was helpful.
I am consulting in the Oracle Applications space.
After googling a while, I came across your article.
Thank You